Introduction
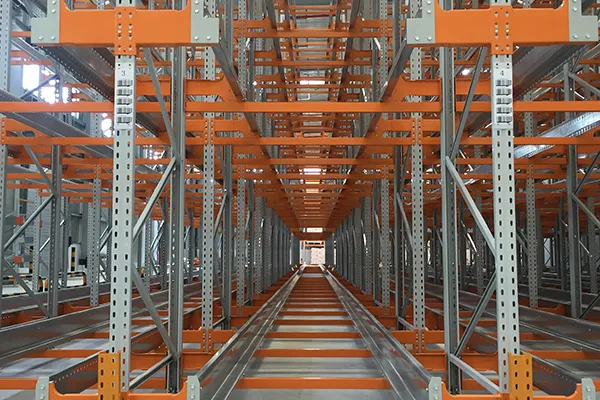
Powered Mobile Shelving represents a paradigm shift in space utilization. Unlike traditional static shelving that maintains permanent aisles, this system consists of shelving units mounted on carriages that move along embedded tracks, creating temporary access aisles only where and when needed. This simple yet brilliant concept unlocks massive storage potential, typically doubling or even tripling storage capacity within the same floor area. For organizations burdened by sprawling archives, burgeoning inventory, or the need to preserve valuable collections, investing in a powered mobile shelving system is not an expense but a strategic capital improvement with a rapid and measurable return on investment.

Core Components
A reliable powered mobile shelving system is a symphony of mechanical and electronic components working in harmony. Understanding its build is key to appreciating its value.
- Mobile Carriages and Shelving Units: The foundation consists of sturdy steel carriages that glide on precision-engineered rails embedded in the floor. Modular shelving units, which can be configured as standard shelves, filing decks, or specialized compartments for media or samples, are securely mounted atop these carriages.
- Drive Mechanism: The “powered” aspect is delivered by an electric motor drive system, typically located at the base of each carriage or in a central drive unit. This system provides smooth, quiet, and effortless movement of even fully loaded aisles at the touch of a button.
- Control and Safety Systems: This is the brain and nervous system of the installation.
- Access Control: Operation can be managed via simple push-button panels, key switches, or integrated digital touchscreens at the end of each aisle.
- Safety Sensors: A comprehensive array of safety features is non-negotiable. Photoelectric sensors, pressure-sensitive safety edges along the carriage base, and warning lights/audible alarms ensure the aisle stops immediately if an obstruction is detected, guaranteeing absolute safety for personnel.
- System Management: Advanced systems can integrate with building management or inventory software, allowing for access logging, usage monitoring, and even semi-automated retrieval sequences.
The Compelling Advantages
The decision to implement powered mobile shelving is driven by a multitude of tangible benefits that address operational, financial, and duty-of-care priorities.
- Maximum Space Utilization: This is the primary and most quantifiable advantage. By eliminating multiple fixed aisles, storage density can be increased by 80% to 100% or more. This reclaimed space can be repurposed for revenue-generating activities, additional workstations, or simply to achieve a more open and organized facility layout.
- Enhanced Operational Efficiency: Staff productivity soars. Retrieval times are drastically reduced as workers no longer need to traverse long rows of static shelving. The required aisle opens directly in front of them, bringing all items within immediate reach. This is especially critical in high-traffic environments like law firms, hospital central supply, or parts warehouses.
- Improved Security and Access Control: When aisles are closed, the storage area becomes a secure bulkhead. Unauthorized access is physically prevented. Integrated electronic controls can restrict access to specific aisles or bays to authorized personnel only, providing an added layer of security for confidential files, controlled substances, or high-value items.
- Superior Preservation and Environmental Control: Dense storage creates a more stable micro-climate by reducing air circulation and fluctuations in temperature and humidity. This is invaluable for archives, museums, and libraries seeking to preserve historical documents, film, or rare books. Furthermore, closed aisles limit dust and light exposure, further protecting sensitive materials.
- Ergonomic and Safety Benefits: The system reduces physical strain. Employees avoid repetitive bending, reaching, and walking. The safety interlock systems provide a protected working environment, virtually eliminating the risk of accidents associated with manually moving heavy shelving units.
- Long-Term Cost-Effectiveness: While the initial investment is higher than static shelving, the lifecycle cost is often lower. The savings from avoided property expansion or leasing additional space, combined with reduced labor costs and improved inventory integrity, typically result in a compelling ROI within a few years.

Industry-Specific Applications
The versatility of powered mobile shelving makes it an ideal solution across a wide spectrum of sectors, each leveraging its core advantages to solve unique problems.
- Corporate and Government Archives & Records Management:
- Challenge: Explosive growth of paper and digital media records, requiring secure, long-term retention in compliance with regulations, often within constrained office space.
- Advantage: Maximizes storage for legal files, financial records, and personnel documents in a secure, organized manner. Audit trails via access control support compliance. Saves costly off-site storage fees.
- Libraries, Museums, and Special Collections:
- Challenge: Preserving fragile and irreplaceable collections (books, manuscripts, artifacts) while providing controlled access to researchers, within often historic and space-limited buildings.
- Advantage: Creates high-density, environmentally buffered storage for special collections, freeing up prime space for public reading rooms or exhibits. Enhances preservation conditions and provides secure, managed access.
- Healthcare and Life Sciences:
- Challenge: Storing vast inventories of medical records, pharmaceutical supplies, lab samples, and surgical equipment under strict regulatory, security, and sometimes climatic (cold storage) requirements.
- Advantage: In hospital central sterile supply, it optimizes space for surgical trays and packs. In pharmacies, it secures controlled drugs. In labs, it organizes specimens efficiently. Safety sensors protect staff in busy environments.
- Manufacturing and Industrial Parts Warehousing:
- Challenge: Managing thousands of SKUs of maintenance, repair, and operations (MRO) parts, tools, and work-in-progress inventory within a production facility, where floor space is at a premium.
- Advantage: Dramatically increases parts storage density near production lines, reducing walk-and-search time for technicians. Supports lean manufacturing principles by organizing inventory effectively and minimizing wasted space.
- Retail and E-commerce Backroom Storage:
- Challenge: Storing seasonal inventory, promotional materials, and online fulfillment overflow in the back of stores or in urban distribution centers where retail space is extremely valuable.
- Advantage: Allows retailers to store more backup stock in a compact area, keeping selling floors clear and customer-facing. Supports efficient restocking cycles for e-commerce hubs.
Our End-to-End Partnership
We believe that a successful powered mobile shelving project is the result of meticulous planning and expert execution. Our comprehensive service portfolio ensures a seamless journey from concept to daily operation.
- Professional Site Assessment and Measurement: Our consultants conduct a thorough analysis of your space, considering floor load capacity, column placements, electrical access, and workflow patterns. We measure not just the room, but how you need to use it.
- Customized Design and Engineering: Using advanced CAD software, we create a detailed layout optimized for your specific inventory profile, access frequency, and future growth. We design the system configuration, select appropriate shelving types, and plan the electrical and control integration.
- Expert Installation and Commissioning: Our certified installation teams handle the entire process with minimal disruption to your operations. This includes floor preparation, rail embedding, assembly of carriages and shelving, installation of drive and electrical systems, and rigorous safety testing.
- Comprehensive User Training and Support: We provide hands-on training for your staff on safe and efficient system operation, basic troubleshooting, and daily maintenance procedures. Detailed user manuals are also supplied.
- Ongoing After-Sales Maintenance and Support: To ensure long-term reliability, we offer scheduled preventive maintenance plans performed by our technicians. We also provide prompt responsive repair services and readily available spare parts to maximize your system’s uptime and lifespan.
Conclusion
Powered mobile shelving is more than just a storage product; it is also a strategic tool for improving work efficiency and saving company resources. In a world where operational agility and cost control are paramount, transforming underutilized storage space into a high-density, secure, and efficient asset delivers a clear competitive edge. By choosing our solution and partnership, you gain not only a superior product but also the peace of mind that comes with expert guidance, flawless implementation, and dedicated long-term support.

Ready to unlock the hidden potential within your walls? Contact our storage solutions specialists today for a complimentary, no-obligation space assessment and discover how a powered mobile shelving system can revolutionize your operations.