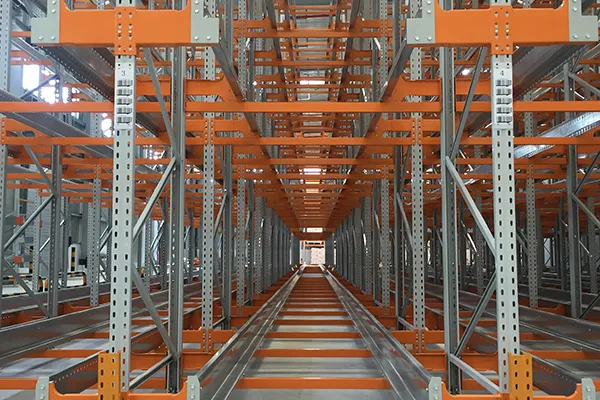
Multi-tier Mezzanine Shelving System Description
HUAYIDE Multi-layer Racking utilizes steel structure platform layering technology, enabling modular assembly to expand three-dimensional storage space. Its core function is to transform the warehouse’s vertical space into a multi-layered work surface, supporting the mixed storage of various loaders, including pallets and bins, and adapting to environments with floor heights of 3-8 meters.
It is primarily used for the storage of small and medium-sized items such as electronics and auto parts. Its advantages include a short conversion cycle and excellent load-bearing capacity. It is also compatible with both manual picking and automated equipment, increasing warehouse capacity by 3-5 times.
Multi-tier Shelving System Applications
- Automotive Industry: Tiered display of accessories creates a three-dimensional separation between repair parts and display areas, enhancing the customer experience.
- Electronics Manufacturing: Anti-static design accommodates precision components, while modular assembly supports frequent SKU rotation.
- E-commerce Warehousing: Manual picking and mechanical sorting levels collaborate to meet the high-frequency inbound and outbound demands of popular products.
- Pharmaceutical Industry: Enclosed floor design complies with GSP specifications, enabling isolated batch management of medications.
The Scope of Use and Advantages of Multi-layer Mezzanine Shelves
Multi-layer mezzanine racking is primarily suitable for warehouse space renovations with floor heights of 4 meters or more. It is particularly well-suited for the storage of small and medium-sized goods such as electronic components, automotive parts, and medical supplies. Using a steel structure platform, it allows for tiered utilization of vertical warehouse space, flexibly adapting to single- or multi-layer operations and meeting the storage density requirements of various industries.
This multi-layer racking system features modular assembly and strong load-bearing capacity, supporting the coordinated operation of manual picking and mechanical conveying. Its enclosed floor design meets the specialized storage regulations of industries like pharmaceuticals, while its anti-static treatment effectively protects delicate electronic components, making it an economical solution for improving warehouse space utilization.