Introduction: The Bedrock of Storage Efficiency
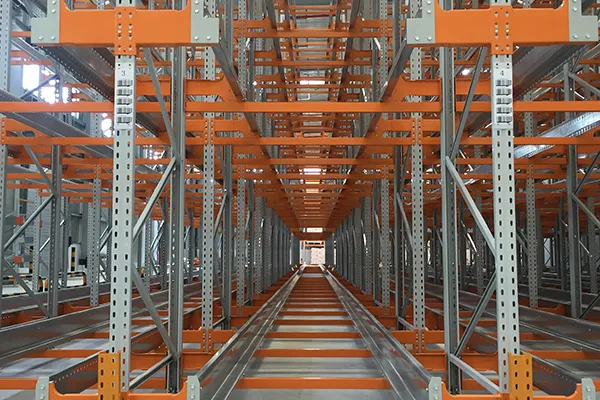
Heavy Duty Pallet Racking is the cornerstone upon which safe, high-density, and accessible storage is built. In an era where every square foot of warehouse space translates directly to cost and operational capability, selecting the right racking system is a critical capital decision. This solution is specifically designed to handle unit loads that standard shelving cannot support, making it essential for manufacturing plants, distribution centers, cold storage facilities, and bulk goods handlers. Understanding its components, classifications, and tailored benefits is the first step toward unlocking a warehouse’s full potential.

Core Components and Defining Features
A heavy-duty racking system is a meticulously engineered assembly, where each component plays a vital role in ensuring structural integrity and performance.
- Upright Frames: These are the vertical columns that form the skeleton of the system. Manufactured from high-tensile steel, they feature precisely punched holes for beam connection and are often braced for lateral stability. Their design dictates the system’s overall height and load-bearing capacity.
- Load Beams: Horizontal members that connect between uprights, creating the shelving levels. They are secured using safety locks or bolts and are rated for specific uniform distributed loads (UDL). Beams are available in various profiles and depths to accommodate different pallet sizes.
- Wire Mesh Decking or Pallet Supports: These provide the surface upon which pallets rest. Wire mesh decking allows for fire sprinkler penetration and improves air circulation, while solid steel sheets offer full support for smaller items or uneven pallets.
- Frame Protectors and Column Guards: Essential safety features that shield the upright frames from impact by forklifts, significantly reducing the risk of structural damage.
- Shims and Anchors: Shims ensure the rack is perfectly plumb on uneven floors, while seismic-rated anchors bolt the system securely to the concrete floor, guaranteeing stability under dynamic loads.
The defining features of a premium heavy-duty pallet racking system include:
- Exceptional Load Capacity: Engineered to support weights ranging from several thousand to tens of thousands of pounds per level.
- Adjustability: Beam levels can be easily relocated within the upright frame’s column punch pattern, allowing for the reconfiguration of storage space as inventory profiles change.
- High-Density Storage: By utilizing vertical space efficiently, these systems dramatically increase storage capacity without expanding the warehouse footprint.
- Durability and Longevity: Constructed from galvanized or powder-coated steel to resist corrosion, ensuring a long service life even in demanding environments.
- Safety by Design: Integrated safety locks, load beam connectors, and adherence to strict design standards (like RMI/ANSI MH16.1) prevent accidental dislodgement and collapse.
Primary Classifications and Their Uses
Heavy-duty pallet racking is not a one-size-fits-all solution. It comes in several configurations, each optimized for specific operational goals.
- Selective Pallet Racking: The most common and versatile type. It provides direct access to every pallet location, making it ideal for warehouses with a high SKU count and fast inventory turnover. Its uses span across retail distribution, general manufacturing, and spare parts storage.
- Drive-In/Drive-Through Racking: Designed for high-density storage of homogeneous products. Forklifts drive directly into the rack structure to store and retrieve pallets in lanes that are several pallets deep. This system is perfect for cold storage (for frozen goods) and beverage industries where space is at a premium and products are stored by batch.
- Push-Back Racking: A last-in, first-out (LIFO) system where pallets are stored on nested carts on slightly inclined rails. When a new pallet is loaded, it pushes the previous ones back. It offers better selectivity than drive-in systems and is excellent for storing products with medium turnover and multiple SKUs, common in the food and packaged goods sector.
- Pallet Flow Racking: A first-in, first-out (FIFO) high-density system. Pallets are loaded at the higher end of a sloped rail and move by gravity to the picking face. It is exceptionally efficient for time-sensitive or perishable goods, making it a mainstay in the pharmaceutical and fresh produce logistics industries.
- Cantilever Racking: While not for standard pallets, this heavy-duty variant feature long arms extending from a central column, ideal for storing long, bulky, or irregularly shaped items like timber, pipes, or furniture, commonly used in construction supply and metal fabrication warehouses.
Industry-Specific Advantages: Tailored Solutions for Maximum Impact
The true power of heavy-duty pallet racking is revealed when its features are aligned with specific industry challenges.
- Manufacturing and Automotive:
- Challenge: Storing heavy raw materials (steel coils, engine blocks), work-in-progress, and bulky finished goods.
- Heavy-Duty Racking Advantage: Ultra-high load capacities safely support immense weights. Selective access facilitates Just-in-Time (JIT) part retrieval for assembly lines. Durable construction withstands the constant activity of a busy plant.
- Food, Beverage, and Cold Storage Logistics:
- Challenge: Maximizing space in expensive temperature-controlled environments, managing high volume with FIFO/LIFO requirements, and ensuring hygiene.
- Heavy-Duty Racking Advantage: Drive-in/through and push-back systems achieve unparalleled storage density, reducing energy costs per pallet position. Galvanized finishes resist corrosion from humidity and condensation. Pallet flow systems perfectly enforce FIFO for perishables.
- Bulk Commodities and Chemicals:
- Challenge: Safely storing heavy, uniform batches of products like bags of fertilizer, drums of chemicals, or building materials.
- Heavy-Duty Racking Advantage: Drive-in racking provides deep lane storage for homogeneous batches, simplifying inventory management. The robust structure safely contains heavy, dense loads. Proper design allows for safe material handling in potentially corrosive atmospheres.
- Third-Party Logistics (3PL) and E-Commerce Fulfillment:
- Challenge: Handling a vast and constantly changing array of SKUs for multiple clients, requiring extreme flexibility and rapid access.
- Heavy-Duty Racking Advantage: The inherent adjustability of selective racking allows 3PLs to quickly reconfigure storage layouts for different client products. Excellent accessibility supports fast pick-and-pack operations critical for e-commerce order fulfillment.
- Retail Distribution Centers:
- Challenge: Efficiently storing large quantities of packaged goods before distribution to stores, requiring high throughput and accurate order picking.
- Heavy-Duty Racking Advantage: Selective racking paired with narrow aisle forklifts creates a high-density yet highly accessible storage environment, speeding up both put-away and order picking cycles essential for replenishing retail shelves.
The Assurance of a Comprehensive Partnership
Choosing a heavy-duty pallet racking system is an investment in your operation’s future. We ensure this investment is sound through a holistic partnership approach.
- Expert Site Assessment and Load Analysis: Our engineers conduct thorough evaluations of your floor conditions, inventory profiles, and forklift specifications to recommend the optimal racking type and configuration.
- Customized Engineering and Design: We provide detailed CAD layouts and structural calculations, ensuring the proposed system meets all local safety regulations and is perfectly tailored to your space and operational flow.
- Quality Manufacturing and Certification: All components are manufactured to the highest standards, with materials certifications and load test reports provided for complete transparency and peace of mind.
- Professional Installation and Safety Inspection: Our certified installation teams ensure precise and safe assembly, followed by a comprehensive inspection to verify everything is plumb, secure, and ready for use.
- Ongoing Support and Maintenance: We offer inspection services, retrofit solutions for changing needs, and readily available replacement parts to protect your investment over its entire lifecycle.

Conclusion
In conclusion, Heavy Duty Pallet Racking is far more than storage equipment; it is the fundamental framework that determines the safety, efficiency, and scalability of your entire warehouse operation. Its strength, flexibility, and variety of configurations make it a universally applicable solution that delivers tangible advantages across manufacturing, logistics, retail, and specialized storage sectors. By investing in a properly engineered and installed system from a trusted partner, you are not just purchasing racks—you are building a resilient, adaptable, and high-performing foundation for your business’s growth and success. Let us help you design and implement the heavy-duty storage solution that will carry your operations forward with confidence.
Ready to strengthen your warehouse’s foundation? Contact our storage solutions team today for a complimentary consultation and site assessment.