Introduction
Radio Shuttle technology is transforming the landscape of modern warehousing, offering a seamless blend of automation, efficiency, and scalability. As industries grapple with rising labor costs, space constraints, and the demand for faster order fulfillment, Automated Radio Shuttle Warehouse Solutions emerge as a game-changer. This article explores the intricacies of these systems, their classification, core features, industry-specific applications, and how our end-to-end services empower distributors and end users to unlock operational excellence.

Classification and Core Components
Automated Radio Shuttle systems are semi-automated material handling solutions designed to optimize pallet storage and retrieval. They eliminate the need for forklifts to enter storage lanes, instead using remotely controlled shuttle vehicles to transport goods. These systems are categorized based on their design and functionality:
- Single-Direction Shuttles: These operate within a single lane, moving pallets in a straight line. Ideal for high-density storage of homogeneous products, they reduce aisle space requirements by up to 50% compared to traditional selective racking.
- Bi-Directional Shuttles: Capable of moving both forward and backward within a lane, these shuttles offer greater flexibility for mixed SKU environments. They are perfect for facilities needing dynamic inventory management.
- Four-Way Shuttles: The most advanced category, these shuttles can traverse multiple lanes and levels, enabling cross-aisle movement without human intervention. They are suited for large-scale warehouses with complex layouts.
The core components include:
- Shuttle Vehicles: Equipped with rechargeable batteries, these autonomous units are controlled via radio frequency (RF) or Wi-Fi, ensuring precise positioning and energy efficiency.
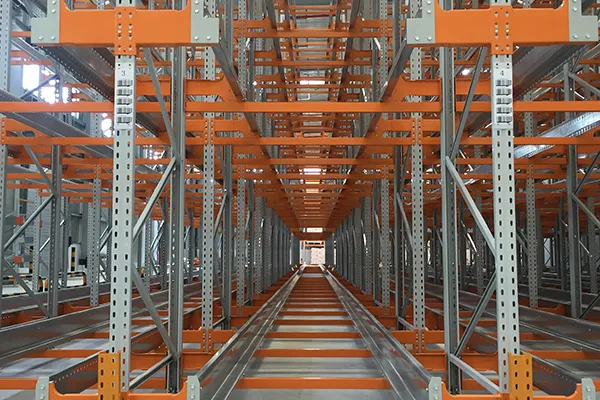
- Racking Structure: Dense storage racks with guide rails provide the framework for shuttle movement, designed to withstand heavy loads and ensure stability.
- Control System: A central software interface manages shuttle operations, integrating with Warehouse Management Systems (WMS) for real-time inventory tracking and order prioritization.
- Safety Features: Light curtains, emergency stop buttons, and collision sensors protect personnel and equipment during operation.

Key Features
Our Automated Radio Shuttle Warehouse Solutions are engineered to address the pain points of traditional material handling:
- High-Density Storage: By eliminating aisles between pallets, these systems maximize vertical space utilization, enabling up to 80% more storage capacity in the same footprint.
- Enhanced Throughput: Shuttles operate at speeds exceeding 1.5 meters per second, reducing retrieval times by 60% compared to manual methods. This translates to faster order fulfillment and reduced labor costs.
- Precision Handling: Advanced sensors and control algorithms ensure pallets are placed with millimeter-level accuracy, minimizing product damage and improving inventory accuracy.
- Energy Efficiency: Shuttles consume up to 40% less energy than conventional forklifts, thanks to regenerative braking and optimized battery management.
- Scalability: Modular design allows for easy expansion, accommodating growth without major infrastructure changes.
Industry-Specific Applications and Advantages
The versatility of Automated Radio Shuttle systems makes them indispensable across diverse sectors:
- Food and Beverage: In this hygiene-critical industry, shuttles reduce human contact with products, ensuring compliance with food safety standards. Their ability to handle temperature-sensitive inventory in cold storage environments is unmatched.
- Pharmaceuticals: For facilities managing high-value drugs, shuttles enable precise batch tracking and recall management. Their closed-loop operation minimizes contamination risks, meeting stringent regulatory requirements.
- Automotive: Handling heavy engine components or large vehicle parts requires robust systems. Shuttles synchronize with Stacker Cranes to optimize space in high-bay warehouses, supporting just-in-time manufacturing processes.
- E-Commerce: The fast-paced nature of online retail demands high-speed sorting capabilities. Integrated with ASRS, shuttles enable rapid order fulfillment, reducing cycle times and enhancing customer satisfaction.
- Logistics and Distribution: Third-party logistics providers benefit from shuttles’ scalability to adapt to seasonal peaks. They seamlessly connect with existing material handling networks, improving asset utilization and reducing labor costs.
Why Choose Our Automated Radio Shuttle Solutions?
Our solutions stand out through innovation, reliability, and tailored support:
- Custom Engineering: We design systems that align with your specific layout, product characteristics, and throughput requirements, ensuring seamless integration with your existing infrastructure.
- Advanced Material Handling: Our shuttles incorporate state-of-the-art drive technologies and control algorithms, enabling smooth acceleration, precise positioning, and energy-efficient operation.
- Safety and Compliance: Built-in safety features meet OSHA and CE standards, reducing risk and ensuring a secure work environment.
- Proven Performance: With installations across multiple industries, our systems have demonstrated consistent uptime and reliability, backed by real-world data.
Our One-Stop Solution: From Concept to Commissioning
We offer end-to-end services to turn your vision into a fully operational system:
- Design and Planning: Our experts conduct site assessments, workflow analysis, and digital simulations to create an optimized blueprint. We ensure seamless integration with your Warehouse Management System (WMS), minimizing interface risks.
- Manufacturing: Components are fabricated in controlled environments using CNC machining and robotic welding for precision. Each unit undergoes rigorous testing, including functional, load, and endurance evaluations.
- Logistics: We manage global transportation with custom packaging, real-time tracking, and just-in-sequence delivery to your site.
- Installation and Commissioning: Our certified teams execute precise assembly, followed by comprehensive testing and operational training for your staff.
- After-Sales Support: We provide remote monitoring, predictive maintenance, and a dedicated support portal to maximize system uptime and longevity.
The Future of Material Handling
An Automated Radio Shuttle Warehouse Solution is not just about acquiring equipment—it’s about forging a partnership for operational excellence. Our approach ensures that every phase, from initial design to long-term support, is executed with accountability and precision. By choosing us, you gain a partner committed to your success, offering innovative solutions that adapt to your evolving needs.

Conclusion
Automated Radio Shuttle Warehouse Solutions are revolutionizing material handling, offering unmatched efficiency, scalability, and safety. Whether you’re a distributor seeking turnkey solutions or an end user aiming to optimize operations, our tailored systems and comprehensive services provide the competitive edge you need. Contact us today to explore how our Automated Radio Shuttle solutions can transform your warehouse into a model of innovation and efficiency.