Introduction: Four Way Shuttle Automated Warehouse
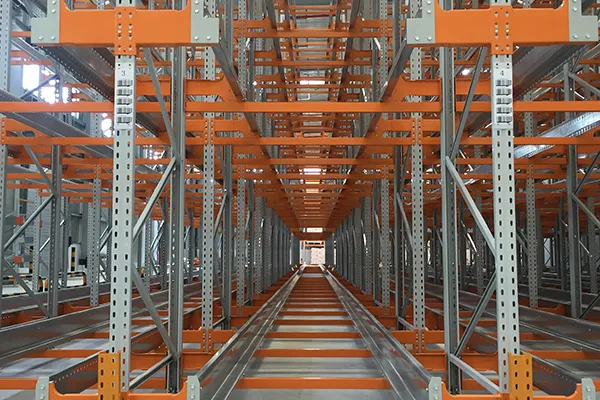
The Four Way Shuttle Automated Warehouse represents a significant leap forward in storage technology. Unlike fixed-path systems, the compact, intelligent shuttles operate on both X and Y axes within a dense racking structure, enabling true three-dimensional movement and direct access to any storage location. This inherent flexibility makes it not just a piece of equipment, but a modular and scalable storage architecture. It is particularly suited for warehouses with high-SKU counts, mixed batch sizes, and stringent operational requirements—a profile that spans from chemical plants to beverage distributors. Understanding its application across different environments is key to unlocking its full potential.
Core Advantages: The Universal Benefits of a Four-Way Shuttle System
Before delving into specific industries, the foundational strengths of the system make it universally appealing:
- Ultra-High Storage Density: By eliminating traditional aisles and utilizing the full cubic volume of the building, it dramatically increases storage capacity within the same footprint.
- Exceptional Flexibility and Scalability: Shuttles and racks are modular. Capacity can be expanded by adding more shuttles and rack levels, and system layout can be reconfigured to adapt to changing SKU profiles or throughput needs.
- Parallel Processing and High Throughput: Multiple shuttles can operate simultaneously within the same grid, enabling concurrent storage and retrieval operations, which significantly boosts overall system productivity.
- Enhanced Inventory Management: The software-driven system enables perfect inventory control, supporting advanced strategies like FIFO (First-In, First-Out) or FILO (First-In, Last-Out) with precision, which is critical for many industries.

Application in Explosion-Proof and Chemical Warehouses
Warehousing flammable, combustible, or hazardous chemicals imposes the highest safety standards. A standard automated system is insufficient and potentially dangerous.
- Challenge-Specific Advantages:
- Intrinsic Safety Design: We offer Four Way Shuttle Systems engineered with full explosion-proof certification (e.g., ATEX, IECEx). This includes spark-proof materials, pressurized enclosures for electrical components, and specially designed drives and sensors that prevent ignition sources.
- Containment and Leak Management: The system can be integrated with secondary containment pallets and designed with sealed rack structures to localize any potential spill, facilitating safer cleanup and environmental protection.
- Reduced Human Exposure: Automating the storage and retrieval of hazardous materials minimizes the need for personnel to enter high-risk storage zones, fundamentally enhancing workplace safety.
- Solution Highlights: Our design focuses on zoning (hazardous vs. non-hazardous area segregation), certified component selection, and integration with gas detection and fire suppression systems, creating a compliance-by-design hazardous goods warehouse.
Application in Food and Cold Chain Warehouses: Upholding Hygiene and Freshness
Food safety regulations and the need to preserve product integrity demand an immaculate and temperature-controlled environment.
- Challenge-Specific Advantages:
- Hygienic Construction and Easy Cleaning: Shuttles and racks are constructed from high-grade, corrosion-resistant stainless steel with smooth, crevice-free surfaces. Designs facilitate easy wash-down and meet HACCP, FDA, or other relevant food safety standards.
- Precision Temperature Control: The system operates efficiently in deep-freeze (as low as -30°C) or chilled environments. The use of cold-resistant materials and specialized lubricants ensures reliable performance, while the high-density design reduces the refrigerated volume, leading to significant energy savings.
- Strict FIFO Enforcement: The software-controlled system guarantees perfect FIFO product rotation, which is absolutely critical for managing shelf life and preventing spoilage of perishable goods.
- Solution Highlights: We provide hygienic-design Four Way Shuttle Automated Warehouse solutions that are validated for cleanroom standards if required, with a focus on thermal efficiency and traceability for every pallet or case.
Application in Beverage, Alcohol, and Beverage Warehouse: Handling High Volume and Diversity
Beverage warehouses face unique challenges: heavy loads (full pallets of liquids), diverse packaging (cans, bottles, kegs), and extreme seasonal demand fluctuations.
- Challenge-Specific Advantages:
- High Payload Capacity and Stability: Our shuttles are built to handle heavy loads (e.g., 1,500 kg or more) with extreme stability, preventing load shifting and ensuring safe handling of fragile glass or complex pallet patterns.
- Efficient Handling of Mixed Loads: The system effortlessly manages different pallet sizes and types (e.g., Euro pallets, display pallets) within the same grid, providing the flexibility needed for promotional packs and varied product lines.
- Peak Season Readiness: The parallel processing capability allows the system to scale throughput by adding shuttle vehicles temporarily or optimizing task scheduling, ensuring readiness for holiday rushes or large promotional events.
- Solution Highlights: Our solutions for this sector emphasize heavy-duty performance and dynamic scheduling software that prioritizes urgent orders and optimizes picking waves for outbound loading docks.
Application in Manufacturing and Raw Material Warehouses
For manufacturing plants, warehouse efficiency directly impacts production line uptime. Managing a vast array of raw materials, components, and work-in-progress (WIP) items is a constant challenge.
- Challenge-Specific Advantages:
- High Density for Slow-Moving Items: Frees up valuable floor space near production lines by densely storing less-frequently-used materials or components, while keeping them instantly accessible when a production order is released.
- Automated Kitting and Line Feeding: The system can be programmed to automatically retrieve and deliver precise kits of components directly to the production line staging area, supporting lean manufacturing and Just-in-Time (JIT) principles.
- Integration with MES/WMS: Deep integration with Manufacturing Execution Systems (MES) allows the Four Way Shuttle Automated Warehouse to act as a dynamic buffer, automatically responding to production schedules and material consumption signals.
- Solution Highlights: We focus on creating a seamless production-integrated buffer that acts as the “beating heart” of material supply for the factory, reducing line-side clutter and stockouts.
Our End-to-End, Industry-Tailored Four Way Shuttle Automated Warehouse Solution
Recognizing that each industry’s needs are distinct, we provide more than just equipment; we deliver a certified, turnkey solution.
- Industry-Centric Consultation and Design: Our process starts with a deep analysis of your specific products, regulatory landscape, and operational workflow. We don’t offer a one-size-fits-all design but engineer a system that addresses your sector’s core challenges from the ground up.
- Certified Manufacturing and Pre-testing: Components are manufactured to the required standards (e.g., ATEX, food-grade stainless steel). The complete system logic is simulated and tested in our factory acceptance test (FAT) facility, ensuring performance before shipment.
- Managed Logistics and Site Preparation Guidance: We coordinate the delivery of all system components and provide detailed site preparation specifications to ensure your facility (flooring, climate control, power) is ready for a smooth installation.
- Professional Installation and Sector-Specific Commissioning: Our certified engineers oversee the installation and conduct exhaustive testing, including any industry-required validation protocols (e.g., temperature mapping for cold storage, safety shutdown tests for Ex-proof).
- Ongoing Support and Compliance Partnership: We offer specialized service agreements, including preventative maintenance with sector-experienced technicians, software updates, and ongoing support to help you maintain compliance and operational excellence.

Conclusion
The Four Way Shuttle System is more than an automation tool; it is an adaptive storage backbone capable of meeting the stringent and varied demands of modern industry. Whether your priority is absolute safety, impeccable hygiene, handling heavy loads, or supporting agile manufacturing, this technology, when implemented through a deep understanding of your sector, delivers transformative results. Our commitment is to be that understanding partner—translating the generic power of four-way shuttle technology into your specific, competitive advantage.
Is your warehouse facing industry-specific challenges that demand a smarter, more flexible solution? Contact our industry specialists to schedule a consultation and discover how a tailored Four Way Shuttle Automated Warehouse can revolutionize your operations.